分切加工/贴合分切
分切加工/贴合分切加工
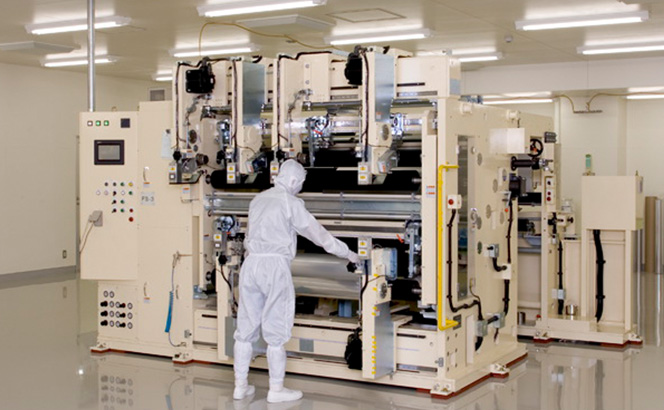
在无尘室内,按照指定的宽幅,将各种塑料膜、光学膜、金属箔等材料进行分切。
也可以将卷材裁切成片状。此外,还能通过卷对卷/片对片的方式,在材料单面或者双面贴合其他素材。
根据客户要求将材料加工成指定大小/形状
特徴 FEATURE

-
無塵室內加工處理(class 10000或者1000環境)
-
大小批量均可對應
-
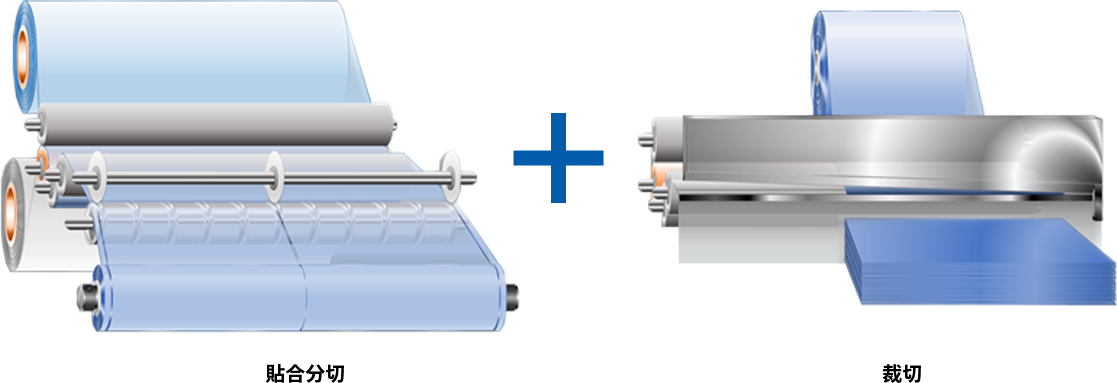
最多可支持3層貼合,在貼合同時可以進行分切,裁切加工
理念 Idea is here!
-
根據需要,可選擇貼合+分切+裁切等加工方法
-
根據需要,可選擇貼合+模切+裁切等加工方法
-
此外,還可以附加各類其他加工
加工規格 SPECIFICATIONS
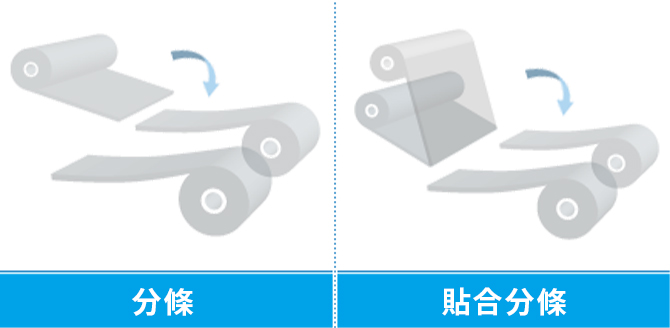
通用分切
| 相應尺寸 | 寬幅 | 卷重 | 最大收卷直徑 |
|---|---|---|---|
| 原材(IN) | ~1350㎜(1600㎜) | ~800kg | ~Φ500㎜(Φ700㎜) |
| 產品(OUT) | 60~1600㎜ | ~200kg(300kg) | ~Φ500㎜(Φ700㎜) |
| 材料厚度 | 6~350μm |
| 機器台數 | 7 |
微分切
| 相應尺寸 | 寬幅 | 卷重 | 最大收卷直徑 |
|---|---|---|---|
| 原材(IN) | ~650㎜(750㎜) | ~100kg(300kg) | ~Φ500㎜(Φ800㎜) |
| 產品(OUT) | 6~630㎜ | ~60kg(90kg) | ~Φ350㎜(Φ550㎜) |
| 材料厚度 | 4~500μm |
| 機器台數 | 4 |
貼合分切
| 相應尺寸 | 寬幅 | 卷重 | 最大收卷直徑 |
|---|---|---|---|
| 第一原材(IN) | ~1700㎜ | ~850kg | ~Φ800㎜ |
| 第二原材(IN) | ~1700㎜ | ~850kg | ~Φ700㎜ |
| 產品(OUT) | 100~1700㎜ | ~300kg/軸 | ~Φ600㎜ |
| 材料厚度 | 12~350μm |
| 機器台數 | 12 |
※以上加工規格僅是一般規格,詳細信息請致電或給我們留言。
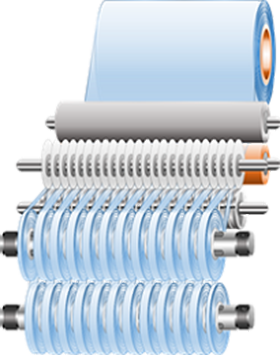
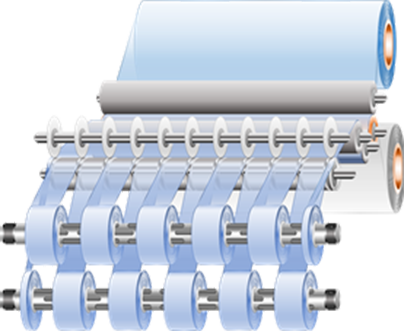
加工機械介紹 PROCESSING MACHINE






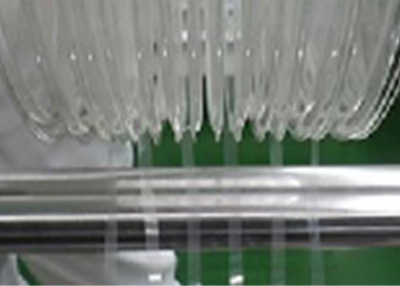
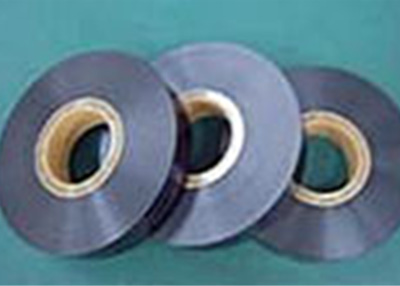
加工樣品 SAMPLE

加工技術實例(部分) CASE
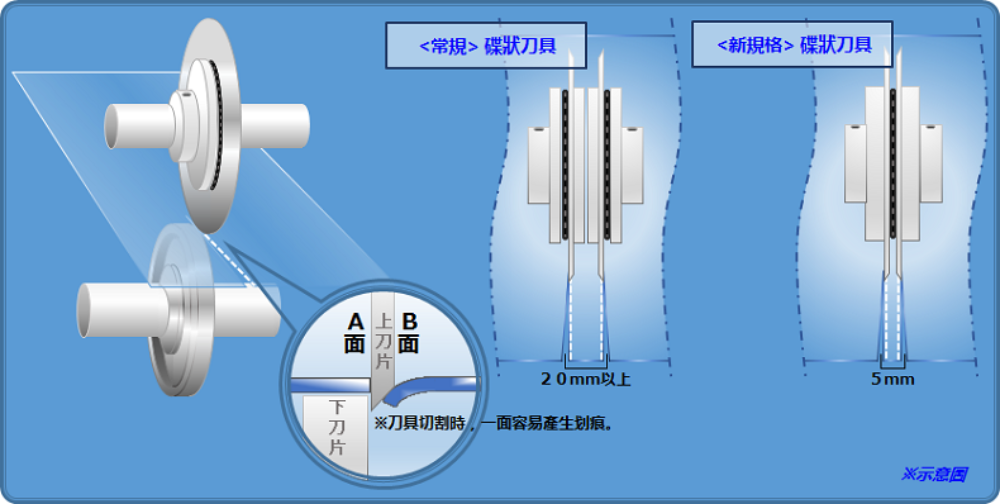
刀組間隙5mm的分切加工
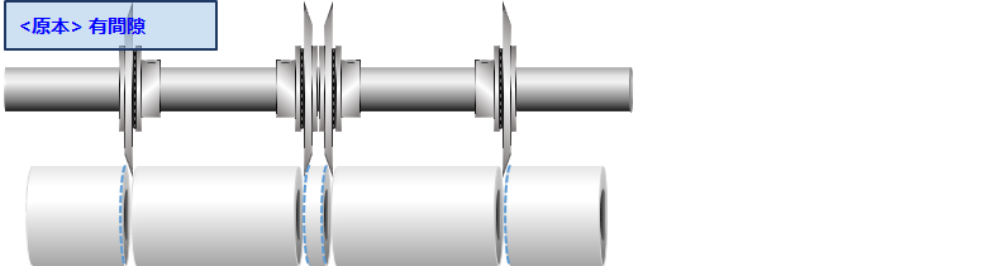
在分切金屬箔的時候,為了保證產品端面良率,一般會使用兩組刀具。
因為刀具本身厚度原因,會在兩端材料之間產生空隙。
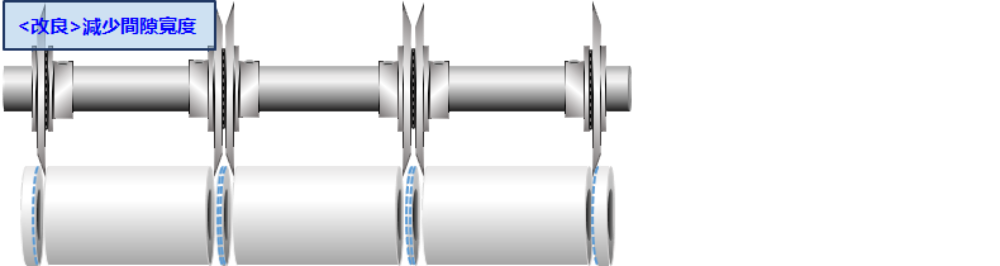
常規情況下空隙寬度最小在20mm以上,而我司能夠將空隙降低到5mm,有效提高了材料的利用率。
-
為什麼需要預留空隙
由於分卷刀具為碟狀,切割時一面(也叫A面,通常為產品那一面)截面品質較好,另一面(B面)截面品質不穩定,所以一般切割是使用兩組刀具,使最終產品的截面品質穩定。
而刀具本身有一定厚度,因此就產生了間隙。 -
使用兩組刀具,預留空隙的優點
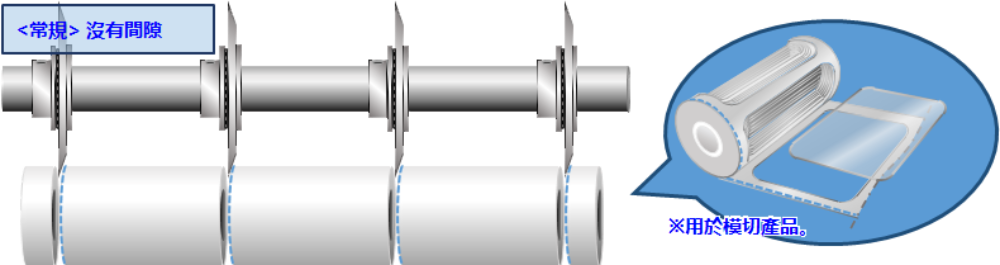
通產產品在分切時只用一組刀具,因此不會留下空隙。
但是隨著機械技術的進步,現在如模切機等許多機器已經變成自動化加工了。
使用自動模切機時,如果卷材端面有划痕的話,很容易產生殘渣,影響最終產品的品質。
因此在分切是使用兩組刀具預留空隙,可以提高模切加工的良率。然而,為了提高端面品質使用兩組刀具的情況下,由於刀具厚度而產生損耗。從而降低了材料使用率以及最終產品的良率。
因此,我們使用的刀具厚度比普通刀具薄,解決了以上良率的問題。