分切加工/贴合分切
分切加工/
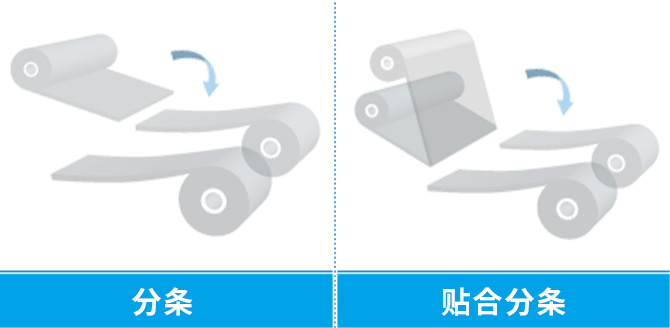
贴合分切加工
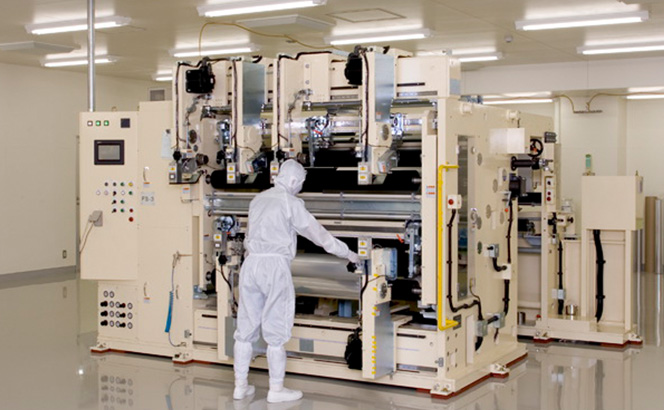
在无尘室内,按照指定的宽幅,将各种塑料膜,光学膜,金属箔等材料进行分切。
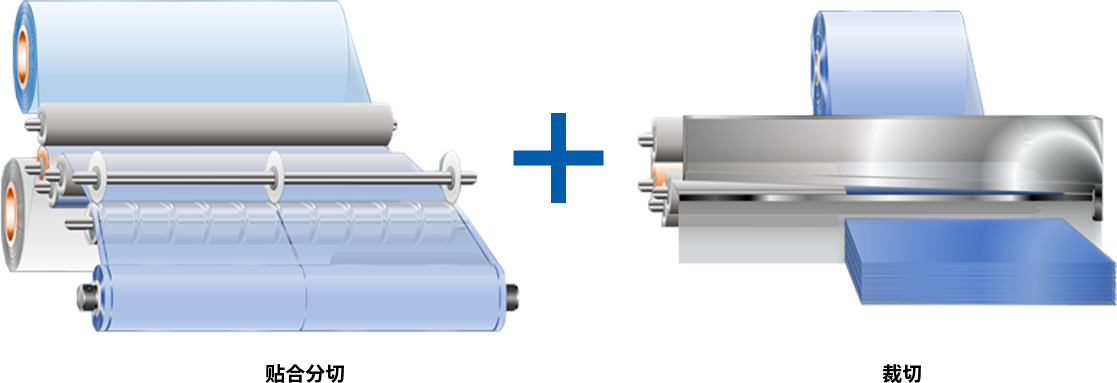
也可以将卷材裁切成片状。此外,还能通过卷对卷/片对片的方式,在材料单面或者双面贴合其他素材。
根据客户要求将材料加工成指定大小/形状
特征 FEATURE

-
无尘室内加工处理(class 10000或者1000环境)
-
大小批量均可对应
-
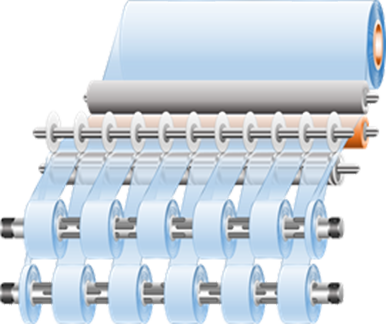
最多可支持3层贴合,在贴合同时可以进行分切,裁切加工
理念 Idea is here!
-
根据需要,可选择贴合+分切+裁切等加工方法
-
根据需要,可选择贴合+模切+裁切等加工方法
-
此外,还可以附加各类其他加工
加工规格 SPECIFICATIONS
通用分切
| 相应尺寸 | 宽幅 | 卷重 | 最大收卷直径 |
|---|---|---|---|
| 原材(IN) | ~1350㎜(1600㎜) | ~800kg | ~Φ500㎜(Φ700㎜) |
| 产品(OUT) | 60~1600㎜ | ~200kg(300kg) | ~Φ500㎜(Φ700㎜) |
| 材料厚度 | 6~350μm |
| 机器台数 | 7 |
微分切
| 相应尺寸 | 宽幅 | 卷重 | 最大收卷直径 |
|---|---|---|---|
| 原材(IN) | ~650㎜(750㎜) | ~100kg(300kg) | ~Φ500㎜(Φ800㎜) |
| 产品(OUT) | 6~630㎜ | ~60kg(90kg) | ~Φ350㎜(Φ550㎜) |
| 材料厚度 | 4~500μm |
| 机器台数 | 4 |
贴合分切
| 相应尺寸 | 宽幅 | 卷重 | 最大收卷直径 |
|---|---|---|---|
| 第一原材(IN) | ~1700㎜ | ~850kg | ~Φ800㎜ |
| 第二原材(IN) | ~1700㎜ | ~850kg | ~Φ700㎜ |
| 产品(OUT) | 100~1700㎜ | ~300kg/軸 | ~Φ600㎜ |
| 材料厚度 | 12~350μm |
| 机器台数 | 12 |
※以上加工规格仅是一般规格,详细信息请致电或给我们留言。
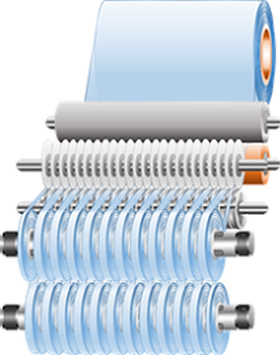
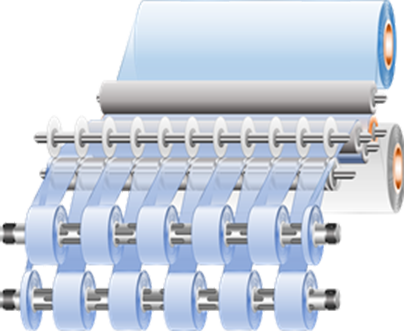
加工机械介绍 PROCESSING MACHINE






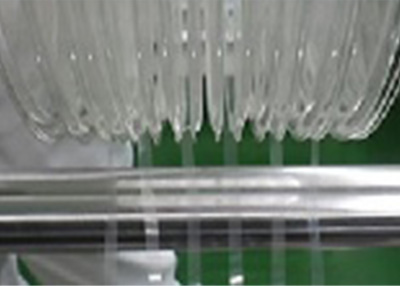
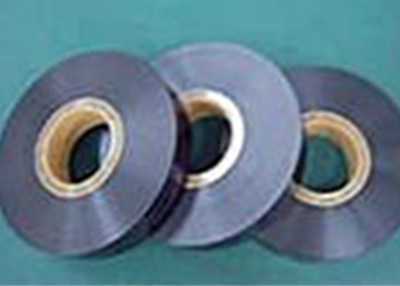
加工样品 SAMPLE

加工技术实例(部分) CASE
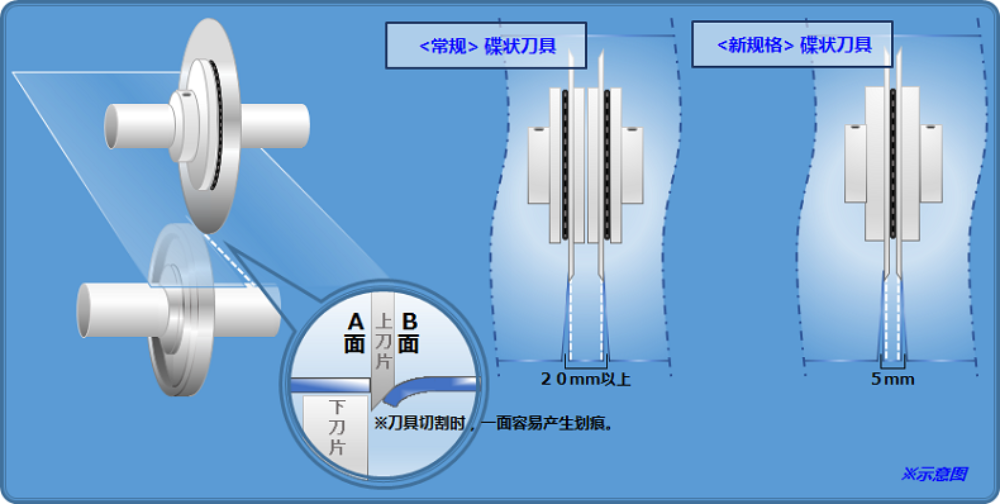
刀组间隙5mm的分切加工
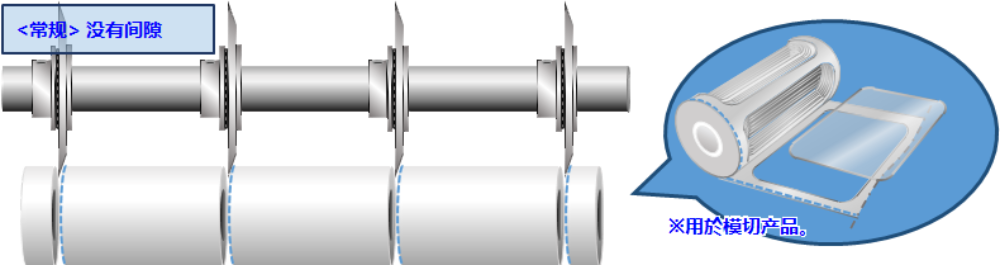
在分切金属箔的时候,为了保证产品端面良率,一般会使用两组刀具。
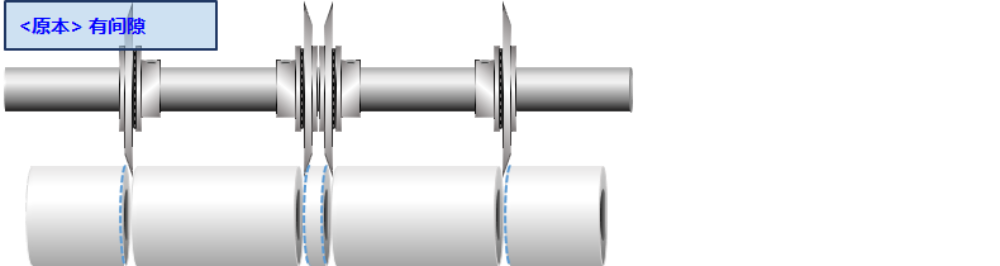
因为刀具本身厚度原因,会在两端材料之间产生空隙。
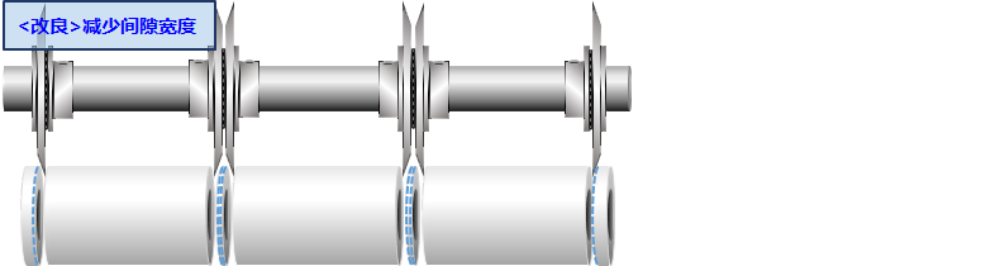
常规情况下空隙宽度最小在20mm以上,而我司能够将空隙降低到5mm,有效提高了材料的利用率。
-
为什么需要预留空隙
由於分卷刀具为碟状,切割时一面(也叫A面,通常为产品那一面)截面品质较好,另一面(B面)截面品质不稳定,所以一般切割是使用两组刀具,使最终产品的截面品质稳定。
而刀具本身有一定厚度,因此就产生了间隙。 -
使用两组刀具,预留空隙的优点
通产产品在分切时只用一组刀具,因此不会留下空隙。
但是随着机械技术的进步,现在如模切机等许多机器已经变成自动化加工了。
使用自动模切机时,如果卷材端面有划痕的话,很容易产生残渣,影响最终产品的品质。
因此在分切是使用两组刀具预留空隙,可以提高模切加工的良率。然而,为了提高端面品质使用两组刀具的情况下,由於刀具厚度而产生损耗。
从而降低了材料使用率以及最终产品的良率。因此,我们使用的刀具厚度比普通刀具薄,解决了以上良率的问题。